
Sürtünme kayna?? i?leminin tüm sürecinin derinlemesine analizi
發(fā)布時間:2025-03-08 分類:kamu bi?lgi?lendi?rmesi? 瀏覽量:7314
Sürtünme kayna?? tan?m?
Sürtünme kayna??, bir bas?n?l? kaynak y?nteminin güvenilir bir ba?lant?s?n? elde etmek i?in malzemenin g?receli sürtünmesi taraf?ndan üretilen ?s?y? elde etmek i?in kayna??n g?receli sürtünme hareketinin kullan?lmas?d?r. Kaynak i?lemi bas?n? etkisi alt?ndad?r, sürtünme aras?nda kaynak yap?lacak malzemenin g?receli hareketi, b?ylece arayüz ve yak?ndaki s?cakl?k yükselir ve termoplastik bir duruma ula??r, üst d?vme kuvvetinin rolü ile arayüzey oksidasyon filmi k?r?l?r, malzeme plastik deformasyona u?rar ve metalurjik reaksiyonun difüzyonu ve yeniden kristalle?mesi ve eklemlerin olu?umu elemanlar?n?n arayüzü boyunca akar.
Sürtünme kayna?? prensibi
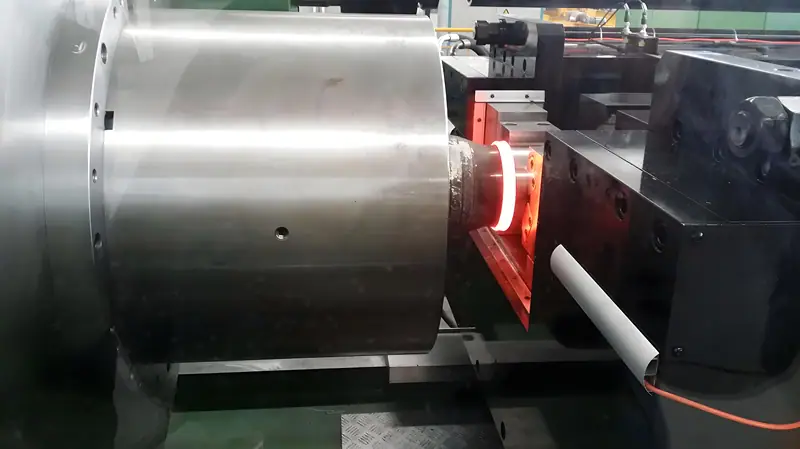
Dairesel kesitli iki metal i? par?as?, sürtünme kayna??ndan ?nce d?ndürülebilen bir aynaya ve ileri hareket ettirilebilen ve bas?n?land?r?labilen bir aynaya s?k??t?r?l?r. Kaynak ba?lang?c?nda, i? par?as? 1 yüksek h?zda d?ndürülür, i? par?as? 2 i? par?as? 1 y?nünde hareket ettirilir ve temas ettirilir ve sürtünme ?s?tma i?lemini ba?latmak i?in yeterince büyük sürtünme bas?nc? uygulan?r. Bir süre sürtünmeden sonra, birle?tirme metalinin s?cakl??? kaynak s?cakl???na ula??r, i? par?as? 1'in d?nü?ünü durdurur ve ayn? zamanda i? par?as? 2, üst d?vme bas?nc?n? uygulamak i?in h?zla hareket eder, b?ylece üst d?vme deformasyonunu üretir ve kayna?? tamamlar.
Sürtünme kayna?? s?n?fland?rmas?
Sürtünme kayna??n?n bir?ok y?ntemi vard?r, genellikle kaynak par?as?n?n g?receli hareketine ve i?lemin ?zelliklerine g?re kategorize edilir, ana y?ntemler ?unlard?r:
- Sürekli tahrikli sürtünme kayna??
- Faz kontrollü sürtünme kayna??
- atalet sürtünme kayna??
- sürtünme kar??t?rma kayna??
- G?mülü sürtünme kayna??
- ü?üncü g?vdenin sürtünme kayna??
- Sürtünme kaplamas?
Sürekli sürtünme kayna??
Sürtünme bas?nc?n?n etkisi alt?nda, kaynakl? arayüzler birbirleriyle temas eder, g?receli hareket yoluyla sürtünme, b?ylece mekanik enerji termal enerjiye d?nü?türülür, sürtünme ?s?s? arayüzlerdeki oksitleri ??karmak i?in kullan?l?r ve üst d?vme kuvvetinin etkisi alt?nda güvenilir bir ba?lant? olu?turulur. Bu, yayg?n bir sürtünme kayna?? türüdür, kaynak i?leminde, i? par?as?, belirtilen sürtünme süresine veya sürtünme deformasyonuna ula?ana kadar sabit bir h?zda d?nen i? mili motoru taraf?ndan sürekli olarak tahrik edilir, i? par?as? hemen d?nmeyi durdurur ve üst d?vme kayna??.
atalet sürtünme kayna??
?? par?as?n?n d?nen ucu volana s?k??t?r?l?r ve kaynak i?lemi volan? ve i? par?as?n?n d?nen ucunu belirli bir d?nme h?z?na h?zland?rarak ba?lar, ard?ndan volan ana motordan ayr?l?r ve i? par?as?n?n hareketli ucu sürtünme ?s?tmas?n? ba?latmak i?in ileri do?ru hareket eder. Volan sürtünme torku taraf?ndan frenlenir, h?z kademeli olarak dü?ürülür ve h?z s?f?r oldu?unda kaynak i?lemi sona erer.
faz sürtünme kayna??
Esas olarak alt?gen ?elik, sekizgen ?elik, otomotiv kumanda kollar? vb. gibi i? par?as?n?n g?receli konum gereksinimleri i?in kullan?l?r, ?atallar?n kaynaktan sonra hizalanmas?n?, gereksinimleri kar??lamak i?in sa? veya faz y?nünü gerektirir. Ana y?ntemler ?unlard?r:
- Mekanik senkronize faz sürtünme kayna??
- Pim Ba?lant?s? Sürtünme Kayna??
- Senkronize tahrikli sürtünme kayna??
Radyal sürtünme kayna??
Kaynak yap?lacak boru, borunun i?inde bir mandrel ile pahlan?r, kaynak s?ras?nda iki boruya radyal sürtünme bas?nc? uygulayan ve sürtünme ?s?tmas?n?n sonunda üst d?vme bas?nc? uygulanan, pahlanm?? bir yüzeye sahip d?ner bir halka ile donat?lm??t?r.
Sürtünme kaplamas?
Kaplama metali yuvarlak ?ubuk yüksek h?zda d?ner ve ana metal üzerinde sürtünme bas?nc? uygular. Ana metalin büyük hacmi nedeniyle, termal iletkenlik iyidir ve so?utma h?z? h?zl?d?r. B?ylece sürtünme yüzeyi kaplama metali ve ana metal arayüzünden kaplama metali taraf?na ge?er. Ayn? zamanda, kaplama metali yo?unla??r ve kaplama kaynak etini olu?turmak i?in ana metale ge?er. Ana metal kaplama metal ?ubu?una g?re d?ndü?ünde veya hareket etti?inde, ana metal üzerinde bir yüzey kayna?? olu?ur.
do?rusal sürtünme kayna??
Kaynak yap?lacak iki i? par?as? sabit, di?eri ileri geri hareket i?in belirli bir h?zda veya g?receli ileri geri hareket i?in iki i? par?as?, arayüz sürtünmesinin iki i? par?as?n?n bas?nc?n?n etkisi alt?nda, kaynak elde etmek i?in ?s? üretir.
sürtünme kar??t?rma kayna??
Büyük miktarda sürtünme ?s?s?n?n kenar?na ba?l? iki kayna??n d?nü?ünü ayarlamak i?in kar??t?rma kafas?n?n kenar?na ba?l? iki kaynakl? malzemenin derinliklerine d?nen kar??t?rma i?nesinin belirli bir ?eklinden yap?lm?? yüksek s?cakl??a dayan?kl? sert bir malzeme olacakt?r, bu da metalin plastik yumu?amas?n?n ba?lant?s?nda üretilen metalin plastik yumu?amas?n?n plastik yumu?amas?n?n plastik yumu?amas?n?n kar??t?rma kafas?ndaki alan?n kar??t?rma etkisi alt?nda, ekstrüzyon ve kar??t?rma kafas? ile kaynak boyunca d?nerek plastik bir metal ak??? olu?turmak i?in geriye do?ru akar ve kafay? so?utma i?leminden ve ekstrüzyondan ve kat? faz kaynakl? ba?lant?lar?n olu?umundan uzakla?t?r?r. Plastik yumu?at?lm?? b?lge, kar??t?rma kafas?n?n etkisi alt?nda kar??t?r?l?r ve s?k??t?r?l?r ve kar??t?rma kafas?n?n d?nü?ü ile kaynak diki?i boyunca geriye do?ru akar, plastik bir metal ak??? olu?turur ve kar??t?rma kafas?n?n ayr?lmas?ndan sonra so?utma i?leminde, kat? faz kaynakl? bir ba?lant? olu?turmak i?in s?k??t?r?l?r.
Orbital sürtünme kayna??
Orbital sürtünme kayna??, esas olarak dairesel olmayan kesitli i? par?as?n?n kayna?? i?in kullan?lan yeni geli?tirilmi? bir kaynak y?ntemidir. Do?rusal y?rünge sürtünme kayna?? i? par?as?, titre?im h?z?n?n gerekli de?ere ula?mas?n? sa?lamak i?in belirli bir genlik ve frekans ile düz bir yol boyunca, b?ylece kaynak yüzeyinin g?receli tekrarlanan titre?im sürtünmesi yapmas?n? sa?lar. Kaynak yüzeyinin sürtünmenin g?receli hareketini yapmas?n? sa?lamak i?in dairesel y?rünge boyunca ayn? yar??ap ve h?za sahip her kütlenin dairesel y?rünge sürtünme kayna?? i? par?as?. Ek yeri kaynak s?cakl???na kadar ?s?t?ld???nda, i? par?as?n?n sürtünme hareketi durdurulur ve üst kaynak yap?l?r.
Sürtünme kaynak i?lemi
Süre? ?zellikleri
vantage:
- K?sa kaynak yap?m süresi ve yüksek verimlilik.
- Kü?ük kaynak distorsiyonu, kaynak sonras? yüksek boyutsal do?ruluk.
- Yüksek derecede mekanizasyon ve otomasyon, istikrarl? kaynak kalitesi.
- Her türlü benzer olmayan malzemenin kayna?? i?in uygundur ve geleneksel eritme alt?nda kaynaklanamayan alüminyum-?elik, alüminyum-bak?r, titanyum-bak?r, metaller aras? bile?ikler-?elik vb.
- Ayn? ve farkl? ?aplardaki ?ubuk ve borular?n kayna?? mümkündür.
- Kaynak duman, ark ????? ve zararl? gazlar üretmez ve ?evreyi kirletmez.
Dezavantajlar.
1. Dairesel olmayan kesitlerin kaynaklanmas? daha zordur ve gerekli ekipman karma??kt?r; ayr?ca disk ?eklindeki ince par?alar?n ve ince duvarl? boru ba?lant? par?alar?n?n kaynaklanmas? daha zordur ?ünkü kelep?elenmeleri kolay de?ildir.
2. ?ekli ve montaj konumu ?nceden belirlenmi? bile?enler i?in sürtünme kayna?? ger?ekle?tirmek zordur.
3. Ba?lant?lar a??nmaya e?ilimlidir ve kaynaktan sonra i?lenmelidir.
4. S?k??t?rma par?as?n?n ?izikler veya s?k??t?rma izleri olu?turmas? kolayd?r
Sürtünme kaynak i?lemi
Sürtünme kayna??, sürtünme ?s?s? ve mekanik kuvvetler kullan?larak malzemelerin metalürjik olarak birle?tirilmesine dayanan olduk?a verimli bir kat? hal birle?tirme tekni?idir. Süre?, i? par?as?n?n hassas bir ?ekilde sabitlenmesiyle ba?lar - genellikle i? par?as?n?n bir taraf? bir fikstürde güvenli bir ?ekilde tutulurken, di?er taraf? temas yüzeylerinin temiz ve düz olmas?n? sa?lamak i?in bir d?ner sürücüye ba?lan?r. Makine etkinle?tirildi?inde, d?nen i? par?as? eksenel bas?n? alt?nda sabit par?a ile yak?n temasa girer ve yüksek h?zl? sürtünme, arayüzde an?nda yüksek s?cakl?klar üretir, bu da malzemeye h?zla nüfuz eder ve onu plastik bir duruma getirir. Bu i?lem s?ras?nda sürtünme sadece yüzeydeki oksit tabakas?n? par?alamakla kalmaz, ayn? zamanda metal kafesin dinamik olarak yeniden kristalle?mesini sa?layarak akan yumu?at?lm?? bir tabaka olu?turur. S?cakl?k kritik noktaya ula?t???nda, ekipman kararl? bir ?ekilde d?nmeyi durdurur ve ard?ndan üst d?vmeye daha fazla bas?n? uygular, bu s?rada yumu?at?lm?? malzeme sanki ekstrüzyon füzyonu gibi d?vülmü? gibi, mikroskobik düzeyde atomik difüzyon ve tane s?n?r? g??ü, ba?lant? yüzeyindeki kusurlar? tamamen ortadan kald?r?r, yo?un ve kusursuz kaynakl? ba?lant?lar?n olu?umu. So?utulduktan ve ?ekillendirildikten sonra, kaynak neredeyse deformasyonsuzdur ve mukavemeti ana malzemenin mukavemetini bile a?abilir.
Yayg?n Sürtünme Kayna?? Ekipmanlar?

Geleneksel sürtünme kayna?? ekipman?
Geleneksel sürtünme kaynak ekipman?, ?ekirde?i bir i? mili gü? modülü, bir hidrolik bas?n? cihaz? ve bir ak?ll? kontrol sisteminden olu?an mekanik bir tahrik sistemi arac?l???yla yüksek hassasiyetli bir bas?n? kontrol mekanizmas?na sa?lam bir ?ekilde ba?lan?r. Ekipman, ?aftlar?n, borular?n ve ?ekilli i? par?alar?n?n s?k??t?rma gereksinimlerine esnek bir ?ekilde uyarlanabilen, otomotiv üretim alan?ndaki ?nemli motor bile?enlerinin verimli kayna??n? ger?ekle?tiren ve askeri alanda yüksek mukavemetli ala??ml? malzemelerin güvenilir ba?lant?s?n? tamamlamak i?in ger?ek zamanl? izleme sistemine dayanan modüler tasar?m? benimser. Geleneksel kaynak i?lemiyle kar??la?t?r?ld???nda, ekipman enerji tüketimi kontrolü ve ba?lant? kalitesinde ?nemli avantajlara sahiptir, ?ok sens?rlü füzyon teknolojisi ile havac?l?k, demiryolu ta??mac?l??? ve di?er endüstrilerin hassas kaynak gereksinimlerini kar??layabilir, seri endüstriyel üretim i?in temel ekipman haline gelebilir.
Sürtünme Kar??t?rma Kaynak Ekipmanlar?
Sürtünme Kar??t?rma Kayna?? (FSW) ekipman?, kat? hal birle?tirme prensibine dayal? olarak geli?tirilen geli?mi? bir kaynak ekipman?d?r ve temel yenili?i, malzemelerin plastik ak???n? ve metalurjik ba?lanmas?n? sa?lamak i?in ?zel kar??t?rma kafas?n?n kullan?lmas?nda yatmaktad?r. Ekipman temel olarak yüksek sertlikte bir g?vde, bir d?ner tahrik sistemi, hassas bir s?cakl?k kontrol modülü ve ü? boyutlu bir kuvvet-pozisyon alg?lama ünitesinden olu?ur. Kar??t?rma i?nesi ve omuzun sinerjik etkisi sayesinde, alüminyum ala??mlar? ve magnezyum ala??mlar? gibi yüksek erime noktal? malzemelerin eritmeye gerek kalmadan sorunsuz bir ?ekilde birle?tirilmesi sa?lanabilir. Geleneksel sürtünme kayna?? ile kar??la?t?r?ld???nda, bu teknoloji ince levha kayna??n?n kalitesini ?nemli ?l?üde art?r?r, havac?l?k alan?nda deri iskeletin entegre kal?planmas?n? ger?ekle?tirir ve yeni enerji ara?lar? i?in pil tepsilerinin üretiminde yayg?n olarak kullan?l?r ve kaynak diki?inin mukavemeti ana malzemenin 95%'sinden daha fazlas?na ula?abilir. En yeni ekipman, kaynak parametrelerini dinamik olarak ayarlayabilen ve benzer olmayan malzemeler (?rne?in alüminyum / bak?r, alüminyum / ?elik) i?in birle?tirme teknolojisinin darbo?az?n? ba?ar?yla a?abilen g?rsel rehberlik ve uyarlanabilir kontrol algoritmalar?n? entegre eder.























