
H?zl? Kal?plama: ürün Geli?tirme ve üretimi H?zland?rmak i?in Yenilik?i ??zümler
發布時間:2025-02-14 分類:kamu bi?lgi?lendi?rmesi? 瀏覽量:5693
??inde bulundu?umuz h?zl? teknolojik de?i?im ?a??nda, imalat endüstrisi “?nce ?l?ek” kavram?ndan “?evik ve verimli” kavram?na do?ru derin bir d?nü?üm ge?irmektedir. H?zl? tak?mlama (Rapid ?ns?z: ?in'in kal?p üretimi ikilemi ve at?l?mlar?

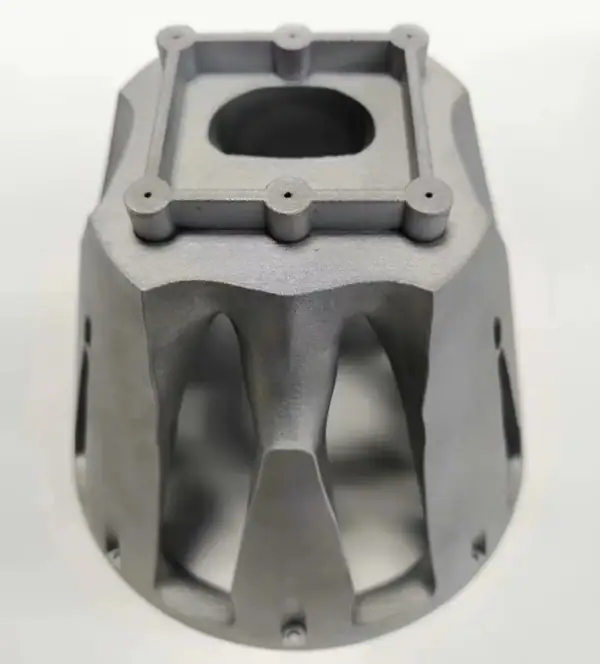
D?küm endüstrisiyle 23 y?ld?r yak?ndan ilgilenen bir mühendis olarak ben (He Xin), ?in'in büyük bir kal?p ithalat??s?ndan ba??ms?z inovasyona d?nü?ümüne tan?k oldum. Bu kal?p endüstrisinin bulu?ma yeri olan Ningbo'da, geleneksel ?elik kal?p geli?tirme d?ngüsünün uzun, yüksek maliyetli deneme yan?lma ac?s?n? ya?ad?k, ancak ayn? zamanda h?zl? kal?p teknolojisinin getirdi?i devrim niteli?indeki at?l?m? da deneyimledik. Bu makale, yüksek bas?n?l? d?küm, dü?ük bas?n?l? d?küm ve di?er pratik uygulama senaryolar?n? birle?tirerek alüminyum ala??ml? par?alar?n üretiminde h?zl? kal?plar?n temel teknik mant???n? ortaya koyacakt?r.
1. H?zl? kal?plar?n ?zü: bir uzla?ma de?il, tam bir e?le?me
1.1 Geleneksel kal?plar?n ü? ?nemli sorun noktas?
- zaman maliyeti: Yüksek bas?n?l? bir d?küm kal?b?n?n geli?tirilmesi 8-12 haftaya kadar sürebilir.
- finansal bask?: Otomotiv motor g?vdesi kal?b?n?n maliyeti 2 milyon dolar?n üzerinde
- Deneme ve hata riski: Kokil d?küm kal?plar? tek bir yap?sal de?i?iklik i?in ek 150.000 $'a mal olmaktad?r.
1.2 H?zl? tak?mlaman?n teknik oryantasyonu
Malzeme bilimi, i?leme ve simülasyon teknolojisindeki ü?lü inovasyon sayesinde elde edilmi?tir:
- D?ngü S?k??t?rma 70%: Tasar?mdan deneme kal?plamas?na kadar en az 7 i? günü
- Maliyet Azaltma 50%-80%: Alüminyum kal?p maliyeti 80.000 - 150.000 $ aras?nda kontrol edilebilir
- Deneme üretim miktarlar?n?n hassas e?le?tirilmesiPilot tesis gereksinimlerini 500 ila 30.000 adet aras?nda destekler.
2、D?rt ana d?küm prosesi i?in h?zl? kal?p ??zümleri
2.1 Yüksek Bas?n?l? D?küm (HPDC) Senaryosu
Yüksek bas?n?l? d?küm, 680-720°C'lik erimi? alüminyum ala??m ?orbas?n?n 1600-2000T'lik bir s?k??t?rma kuvveti alt?nda 10-50m/s'lik bir h?zla kal?p bo?lu?una preslendi?i bir süre?tir ve temel zorluk kal?b?n a??r? termo-mekanik yüklere dayanmak zorunda olmas?d?r. Rapid Tooling'in bu senaryodaki yenili?i, malzeme ve yap?n?n ?ifte optimizasyonunda kendini g?stermektedir: Geleneksel H13 ?eli?inin yerine, molibden-vanadyum ala??m bile?imi termal yorulma direncini 40% art?ran ve yüzeyin nitrürleme i?lemiyle (0,2-0,3 mm katman derinli?i) birlikte tak?m?n ?mrünü 30.000'den fazla kal?p d?ngüsüne kadar uzatabilen QRO90 s?cak i?leme ?eli?i kullan?lm??t?r. Yerel takviye i?in hassas alanlar (kap?lar, ejekt?r pimi konumu gibi) i?in modüler kesici u? sisteminin yap?sal tasar?m?, Ningbo'daki bir ?irket, kal?p bak?m süresini 8 saatten 1,5 saate k?saltmak i?in kesici u?lar?n h?zl? bir ?ekilde de?i?tirilmesi yoluyla yeni enerji motor u? kapa?? üretimi. Ekonomik a??dan, par?a ba??na maliyet geleneksel kal?plar i?in 18,6 Yen'den 7,3 Yen'e dü?ürülmü? ve geli?tirme d?ngüsü 12 güne s?k??t?r?lm??t?r; bu da ?zellikle y?ll?k üretimi 50.000 par?adan az olan otomotiv yap?sal par?a projeleri i?in uygundur.
Teknik zorluklar:
- Kal?b?n 1600T s?k??t?rma kuvvetine dayanmas? gerekir
- Alüminyum ala??mlar? 700°C'ye kadar s?cakl?klarda erir
- Modül ?mrü gereksinimi >50.000 d?ngü
H?zl? Kal?plama ??zümleri:
- Malzeme yükseltmeleri: Geleneksel H13 ?eli?inin QRO90 s?cak i? ?eli?i ile de?i?tirilmesi
- Yap?sal optimizasyon: Kritik alanlar? lokal olarak gü?lendirmek i?in ?ekirdekte ekler kullan?l?r.
- ger?ek zamanl? veri?in'in Ningbo kentinde 32.000 kal?p d?ngüsüne sahip kal?p ?mrüne sahip 5G baz istasyonu so?utucu muhafazas?.
2.2 Dü?ük Bas?n?l? D?küm (LPDC) Senaryolar?
Dü?ük bas?n?l? d?küm, alüminyum s?v?s?n? 0,5-0,8 MPa hava bas?nc? ile kal?p bo?lu?una sorunsuz bir ?ekilde enjekte eder, bu da ?zellikle yüksek yo?unluk gerektiren ince duvarl? par?alar?n üretimi i?in uygundur. H?zl? kal?b?n bu alandaki at?l?m?, s?cakl?k kontrolü ve d?kme sistemi optimizasyonuna odaklanmaktad?r: gradyan so?utma kanal? tasar?m? ile ?ok b?lgeli kal?p s?cakl?k kontrol sisteminin (±2 ℃ hassasiyet) geli?tirilmesi, b?ylece Ningbo'daki bir ?irket taraf?ndan üretilen yeni enerji pil tepsisinin verimi 81%'den 95%'ye yükselmi?tir. topoloji optimizasyon teknolojisi ile tasarlanan d?kme sistemi, doldurma süresini 9,2 saniyeden 6,8 saniyeye k?saltm?? ve metalin kullan?m oran?n? 12% art?rm??t?r. H?zl? tak?mlama ??zümü, tak?mlama maliyetini geleneksel ??zümün 45%'sine dü?üren ?nceden sertle?tirilmi? ?elik P20 + yerel bak?r ala??ml? kesici u?lar? benimser. 15-20 günlük tipik bir proje teslim süresiyle ?zellikle havac?l?k ve uzay hidrolik muhafazalar? gibi karma??k yap?sal par?alar?n pilot testi i?in uygundur ve 3.000-8.000 adetlik kü?ük seri üretimi destekler.
teknolojik at?l?m:
- ?zel kal?p s?cakl?k kontrol sisteminin geli?tirilmesi (±2 ℃ hassasiyet)
- Gradyan so?utma kanal? tasar?m?
- dava (hukuk)Yeni bir enerji arac? motorlu konut projesi, ürün verimi 78%'den 93%'ye yükseldi.
2.3 Yer?ekimi d?küm senaryosu
Kokil d?küm, metal s?v?n?n kendi a??rl???yla dolmas?na dayan?r ve genellikle büyük ve karma??k par?alar?n üretiminde kullan?l?r. Rapid Mould bu alanda ü? büyük yenilik ger?ekle?tirmi?tir: birincisi, ?elik d?? kal?pla birlikte bir kum ?ekirdek (hassas CT8 seviyesi) üretmek i?in SLS i?lemi arac?l???yla 3D bask? kum kal?p ve metal kal?p kompozit teknolojisi, b?ylece motor silindir blo?u deneme üretim d?ngüsü 45 günden 12 güne; ikincisi, kal?p bak?r ala??ml? eklerin (termal iletkenlik 380W / m-K) kilit alanlar?na g?mülü ?s? dengesi kontrol sistemi, b?ylece bir deniz dizel motor silindir kapa?? S?cakl?k gradyan? 40% azalt?lm??t?r; ü?üncü olarak, geleneksel egzoz yuvalar? yerine g?zenekli metal havaland?rma tapalar? kullanan ak?ll? egzoz tasar?m?, d?küm g?zeneklilik kusur oran?n? 15%'den 3%'nin alt?na dü?ürmü?tür. Ekonomik veriler, h?zl? kal?p program?n?n deneme kal?plar?n?n say?s?n?n ortalama 2,3 kat azald???n? ve tek bir deneme kal?b?n?n maliyetinin 12-18.000 yuan Yen tasarruf sa?lad???n? g?stermektedir ki bu ?zellikle tek par?a a??rl??? 50 kg'dan fazla olan büyük ?l?ekli in?aat makinesi bile?enlerinin geli?tirilmesi i?in uygundur.
Yenilik?i uygulamalar:
- 3D Bask? Kum ve Metal Kal?p Kombinasyon Teknolojisi
- Termal dengeyi iyile?tirmek i?in lokal bak?r ala??m kakma
- ekonomik fayda: D?kme sistemi optimizasyonu i?in kal?p deneme say?s?nda 40% ve d?ngü süresinde 65% azalma
3、H?zl? kal?b?n be? temel teknolojisi
3.1 Malzeme se?im matrisi
| uygulama senaryosu | ?neri? materyali? | Sertlik (HRC) | Termal iletkenlik (W/m-K) | mali?yet endeksi? |
|---|---|---|---|---|
| yüksek bas?n?l? d?küm | H11+ yüzey nitrürleme | 48-52 | 24.3 | ★★★★ |
| Kü?ük miktarlarda alüminyum ala??mlar? | 7075 havac?l?k ve uzay alüminyumu | 35-40 | 130 | ★★★ |
| Yüksek Hassasiyetli Yap?sal Par?alar | S7 tak?m ?eli?i | 54-56 | 29.4 | ★★★★☆ |
3.2 Yüzey i?leme süre?lerinin kar??la?t?r?lmas?
- mikro ark oksidasyonu: 10-30μm seramik tabaka olu?umu, >800°C s?cakl??a dayan?kl?
- DLC Kaplama: Sürtünme katsay?s?n? 0,1'e dü?ürerek kal?p ?mrünü 3 kat art?rd?
- ger?ek hayattan ?rnek: Bir turbo?arj kabu?u kal?b? kompozit kaplama ile i?lenir ve kal?p ?mrü 80.000 kez a?ar.
3.3 Ya?am süresi tahmin modeli
Saha izlemeli Moldflow simülasyon verilerine dayanmaktad?r:
L=K× (σapplied?σUTS)m×Nthermal?
Bunlar?n aras?nda:
- K: Malzeme sabitleri (alüminyum ala??mlar? i?in 0,8-1,2)
- m: Yorulma indeksi (?elik kal?plar i?in 6,5, alüminyum kal?plar i?in 4,2)
- Uygulama ?rnekleri: Tahmin hatas? ±8% i?inde
3D Bask? H?zl? Prototipleme
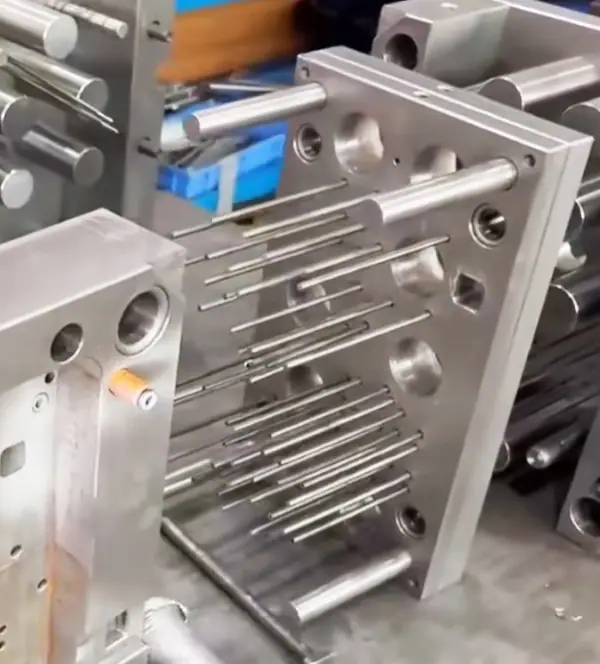
H?zl? Tak?mlama
4、3D bask? ve h?zl? kal?p inovasyonunun entegrasyonu
Konformal so?utma suyu kanal?, 3D bask? kal?plar?n?n temel avantaj?d?r: SLM teknolojisi ile üretilen kal?plar, so?utma kanal? ile ürün konturu aras?ndaki bo?luk 1,5-2 mm'de kontrol edilebilir (geleneksel delme i?lemi ≥ 8 mm), b?ylece bir otomotiv ?zgaras?n?n enjeksiyon d?ngüsü 48 saniyeden 32 saniyeye k?salt?l?r ve deformasyon miktar? 0,8 mm'den 0,3 mm'ye dü?ürülür. gradyan malzeme bask? teknolojisi, ?ekirdek yüzeyinde HRC55'in yüksek sertli?i ile ?ekirdekte HRC35'in yüksek toklu?unun kombinasyonunu elde edebilir. ?ekirdek yüzeyinde HRC35 yüksek sertlik ve ?ekirdekte HRC35 yüksek tokluk kombinasyonu, bir drone braket kal?b? bu teknoloji ile i?lendi ve darbe direnci 60% art?r?ld?. Ekonomik analiz, 5'ten fazla ?ekilli su yoluna sahip karma??k kal?plar i?in, 3D bask? ??zümünün toplam maliyetinin CNC'ye k?yasla 42% azalt?labilece?ini ve bunun ?zellikle t?bbi mikro ak??kan ?ip kal?plar? gibi hassas senaryolar i?in uygun oldu?unu g?stermektedir. Mevcut teknik s?n?rlamalar, maksimum kal?plama boyutunda (?o?u cihaz ≤ 500mm) ve i?lem sonras? gereksinimlerde (?nemli birle?me yüzeyleri hala CNC son i?lem gerektirmektedir) yatmaktad?r, ancak ?oklu lazer teknolojisinin geli?mesiyle, metre ?l?ekli kal?plar?n genel bask?s?n?n 2025 y?l?nda elde edilebilece?i beklenmektedir.
4.1 Teknolojik at?l?m noktalar?
- Konformal so?utma kanallar?Enjeksiyon d?ngü süresini 23% k?salt?n ve deformasyonu 40% azalt?n.
- Degrade malzeme bask?s?: ?ekirdek yüzey sertli?i HRC55, i? tokluk HRC35
- Vaka verileri: 37%'lik bir LED abajur kal?b? so?utma verimlili?i iyile?tirmesi
4.2 Ekonomik analiz
| norm | Konvansiyonel CNC kal?plar? | 3D Bask?l? Kal?plar |
|---|---|---|
| geli?tirme d?ngüsü | 18 gün | 6 gün |
| Karma??k yap?sal maliyetler | 100% | 65% |
| De?i?iklik maliyetleri | 30% | 8% |
5. ?malat i?letmeleri i?in ü? pratik ?neri
- Bir kal?p derecelendirme sisteminin kurulmas?:
- A s?n?f? kal?plar (>100.000 kal?p): geleneksel ?elik kal?plar
- B S?n?f? Kal?plar (10.000-50.000 kal?p): H?zl? ?elik Kal?plar
- C s?n?f? kal?plar (<10.000 kal?p): 3D bask?/alüminyum kal?plar
- Dijital ikizlerin uygulanmas?:
- Kal?p tasar?m a?amas?nda MAGMA simülasyon sisteminin tan?t?lmas?
- üretim a?amas?nda stres da??l?m?n? izlemek i?in IoT sens?rlerinin kurulmas?
- H?zl? bir müdahale mekanizmas? olu?turmak:
- Standartla?t?r?lm?? kal?plar?n yedek kütüphanesi (80% ortak spesifikasyonunu kapsayan)
- B?lgesel i?birli?i a?lar?n?n kurulmas? (Ningbo 2 saatlik bir tedarik zinciri ?emberi olu?turdu)
Sonu?: Kal?p endüstrisinin gelecek on y?l?
Uygulamakta oldu?umuz Ningbo Kal?p Bulut Platformu projesiyle, h?zl? kal?p ak?ll? ve hizmet odakl? hale d?nü?üyor:
- Ak?ll? Teklif Sistemi: Parametreleri girerek bir kal?p ??zümü olu?turmak i?in 5 dakika
- blockchain izlenebilirli?i: Tam ya?am d?ngüsü kalite izlenebilirli?i
- Payla??lan Kal?p Kütüphanesi: KOB? 30% Envanter Maliyetlerinin Azalt?lmas?
H?zl? Tak?mlamaS?k?a Sorulan Sorular (SSS)
S1: H?zl? kal?plama seri üretim i?in kullan?labilir mi?
C: Senaryo bazl? de?erlendirme gereklidir:
- Alüminyum ala??ml? kal?p: <5000 adetlik kü?ük partiler i?in uygundur
- ?nceden sertle?tirilmi? ?elik kal?plar: 30.000-50.000 par?ay? destekleyebilir
- Küf durumunu ger?ek zamanl? olarak de?erlendirmek i?in dijital bir izleme sistemi kullan?lmas? tavsiye edilir
S2:H?zl? tak?mlaman?n boyutsal do?rulu?u nas?l kontrol edilir?
A: ?nerilen program:
- ??leme a?amas?: 5 eksenli tak?m tezgahlar? + hat i?i ?l?üm (do?ruluk ±0,02 mm) kullanarak
- Kal?p deneme a?amas?: Koordinat ?l?üm Makinesi (CMM) kullan?larak kritik boyutlar?n tam kontrolü
- Seri üretim a?amas?: her 500 kal?pta bir numune alma ve test etme
S3: H?zl? tak?mlar?n yüzey i?lemlerine y?nelik yenilik?i teknolojiler nelerdir?
C: ü? son teknoloji:
- Lazer kaplama: a??nm?? alanlar?n daha dü?ük 40% maliyetiyle onar?lmas?
- Nanokompozit kaplama: sürtünme katsay?s? 0,08'e dü?ürüldü
- Plazma nitrürleme: HV1200'e kadar yüzey sertli?i
S4: 3D bask?l? kal?plar?n s?n?rlamalar? nelerdir?
C: Mevcut ana s?n?rlamalar:
??lem sonras? gereksinimler: Kritik e?le?me yüzeylerinin CNC ile bitirilmesi genellikle gereklidir
Maksimum boyut: ?o?u cihaz 500 x 500 x 500 mm ile s?n?rl?d?r
Malzeme se?imi: ?u anda kal?p ?eli?i, alüminyum ala??m? i?in ana destek























