
低壓澆鑄和重力澆鑄的區別
發布時間:2024-08-05 分類:新聞 瀏覽量:11193
低壓澆鑄和重力澆鑄都是鋁合金澆鑄工藝的一種,低壓澆鑄又稱為反重力鑄造,低壓鑄造。它和重力鑄造的區別主要體現在以下這個方面。
澆鑄操作原理的區別:
澆鑄操作原理的區別:
低壓澆鑄又被稱之為反重力低壓鑄造故名思它的澆鑄方式是通過氣壓對抗重力澆鑄成型,如右圖所示:通過對密封的坩堝注入氣體(通常為0.06~0.15MPa)),鋁液在壓力的作用下通過中間的管道,對產品進行成型鑄造,保壓一定時間,鋁水在模具型腔內冷卻成型,通過排出氣壓,打開模具,取出產品.

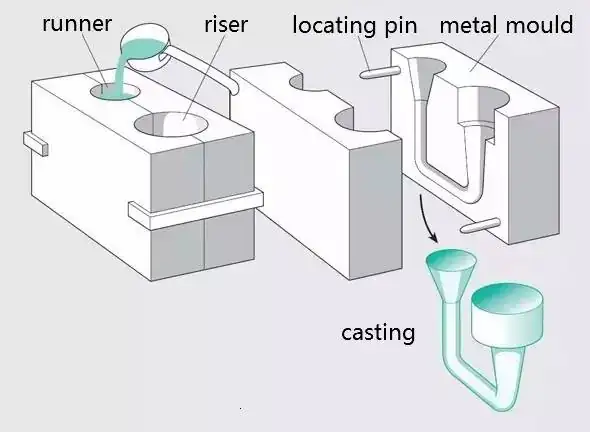
重力澆鑄指的是鋁水通過重力的作用下澆鑄→充型→凝固收縮→鑄件,這一過程叫做重力澆鑄,重力澆鑄是一種發展比較久遠的鋁合金鑄造工藝,更具模具的不同分為非金屬型重力澆鑄(指的是不許要金屬模具通常指翻砂鑄造),金屬型重澆鑄(指的是采用金屬模具)
壓力大小的區別
低壓澆鑄通過氣壓對其進行充型鑄造,故而有個0.06~0.15MPa
重力澆鑄只是通過重力作用來填充模具的,不依賴外部壓力,而是依靠金屬液自身重量進行流動和填充。
鑄造精度和質量的區別
低壓澆鑄由于有外部壓力,在壓力的作用下可以更好地控制金屬液的流動快慢,產品更加飽滿,表面質量更高。鋁水在壓力下結晶,鑄件密度更高,表面更加光滑。
重力澆鑄由于只能通過自然流動,控制金屬液流動的能力較弱,表面相對低壓鑄造較差,通常只能做壁厚產品.
應用場景的不同:
低壓鑄造因其高精度和質量控制,常用于要求較高的高端汽車、航空航天等工業領域。重力鑄造則因為其成本較低、工藝簡單,通常用于生產厚度相對較厚的產品.






















