
離心鑄造技術權威指南:原理/工藝/工業應用解析
發布時間:2025-02-23 分類:新聞 瀏覽量:5738
離心鑄造是什么?

離心鑄造是通過旋轉模具產生的離心力(可達重力150倍)將液態金屬澆入高速旋轉(通常為250~1500r/min)使其在離心力作用下充填鑄型和凝固而形成鑄件的液態成形工藝。該工藝特別適用于制造船舶發動機缸套、航空航天耐高溫部件等嚴苛工況產品——更具實測數據顯示,離心鑄造 鋁合金 件的抗拉強度比傳統砂型鑄造提升25%以上。
離心鑄造的工作原理
離心鑄造過程始于將液態金屬注入旋轉的高溫模具中。根據設計的具體要求,模具可以垂直旋轉,也可以水平旋轉。
在這個過程中,離心力會以接近重力數倍的壓力將液態金屬均勻分布在模具內。這種施加的壓力確保了鑄件不會出現裂縫,以及微觀和宏觀上的缺陷。這與常規的壓鑄工藝非常相似,壓鑄工藝也是通過施加壓力來減少產品的整體缺陷。
隨著模具被填滿,較濃稠的液態金屬會被推向旋轉模具的內壁。此外,致密金屬會從外徑向中心進行定向凝固,而密度較低的物質以及雜質則會浮到外徑處。
凝固完成后,將整個零件從模具中取出,然后通過機械加工去除零件邊緣殘留的雜質。這樣,最終得到的就是沒有內部空洞或氣泡的高質量材料。
以下是模具準備好后,基本離心鑄造過程的簡單步驟:
- 第一步與任何鑄造工藝一樣,將金屬加熱到熔點以上。
- 第二步是旋轉模具,為澆注做準備。通常,轉速在 300 到 3000 轉 / 分鐘之間,不過實際轉速取決于項目的具體情況。
- 接下來是澆注步驟。這一過程相對簡單,無需特殊準備,但需要格外小心,因為澆注是在模具旋轉時進行的。
- 澆注完成后,下一步自動開始。旋轉不僅有助于冷卻過程,還能在模具內產生足夠的壓力,確保不會出現與鑄造過程相關的缺陷。
- 冷卻后,下一步與其他鑄造工藝類似。只需將模具從旋轉裝置上取下,然后從鑄件中取出材料。
- 最后,對最終產品進行精加工。離心旋轉會將材料中的雜質推向邊緣,通過機械加工去除這些雜質,就能得到所需質量的產品。
兩種離心鑄造機
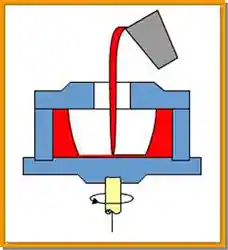
立式離心鑄造
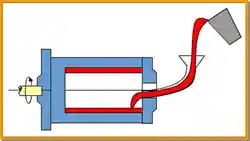
臥式離心鑄造
立式離心鑄造
它主要用于生產高度小于直徑的圓形鑄件,有時也可以用這種離心鑄造機澆注異形鑄件。由于立式鑄造機安裝穩定,不僅可以使用金屬型,還可以使用砂型、熔模殼等非金屬型。
臥式離心鑄造
主要用于生產長度大于直徑的套筒和管鑄件。
離心鑄造的三種類型
| 類型 | 產品案例 | 寧波賀鑫工藝突破 |
|---|---|---|
| 真離心鑄造 | 柴油機缸套(HT300) | 雙金屬復合鑄造技術 |
| 半離心鑄造 | 高鐵制動盤(ADI材質) | 石墨冷鐵激冷系統 |
| 離心法 | 液壓閥體(ZL104) | 真空輔助澆注技術 |
離心鑄造的特點
1)鑄件在離心力作用下結晶,組織致密,無縮孔、縮松、氣孔、夾渣等缺陷,力學性能好。
2)鑄造圓形中空鑄件時,可省去型芯和澆注系統,簡化了工藝,節約了金屬。
3)便于制造雙金屬鑄件,如鋼套鑲鑄銅襯,其結合面牢固、耐磨,可節約銅合金。
4)離心鑄造內表面粗糙,尺寸不易控制,需要增加加工余量來保證鑄件質量,且不適宜生產易偏析的合金。
離心鑄造的優點:
(1) 用離心鑄造生產空心旋轉體鑄件時,可省去型芯、澆注系統和冒口。
(2) 由于旋轉時液體金屬在所產生的離心力作用下,密度大的金屬被推往外壁,而密度小的氣體、熔渣向自由表面移動,形成自外向內的定向凝固,因此補縮條件好,鑄件組織致密,力學性能好。
(3)便于澆注“雙金屬”軸套和軸瓦,如在鋼套內鑲鑄一薄層銅襯套,可節省價格較貴的銅料。
(4)充型能力好。
(5)消除和減少澆注系統和冒口方面的消耗。
離心鑄造的缺點:
⑴ 鑄件內自由表面粗糙,尺寸誤差大,品質差。
⑵ 不適用于密度偏析大的合金(如鉛青銅)及鋁、鎂等輕合金。
應用離心鑄造
離心鑄造主要用來大量生產管筒類鑄件,如鐵管、銅套、缸套、雙金屬鋼背銅套、耐熱鋼輥道、無縫鋼管毛坯、造紙機干燥滾筒等,還可用來生產輪盤類鑄件,如泵輪、電機轉子等。
離心鑄造和其它鑄造工藝比較
| 鑄造方法 | 砂型鑄造 | 熔模鑄造 | 金屬型鑄造 | 高壓壓鑄 | 低壓鑄造 | 離心鑄造 |
| 適用金屬 | 任意 | 不限制,以鑄鋼為主 | 不限制,以非鐵合金為主 | 鋁、鋅、鎂等低熔點合金 | 以非鐵合金為主,也可用于鑄鋼和鑄鐵 | 以鑄鐵、鑄鋼為主 |
| 鑄件質量范圍 | 不限制 | 一般小于25kg | 以中、小型鑄件為主 | 一般小于10kg,也可用于中型鑄件 | 以中、小型鑄件為主 | 不限制 |
| 生產批量 | 不限制 | 成批、大量生產,也可單件、小批量生產 | 成批、 大量生產 | 成批、 大量生產 | 成批、 大量生產 | 成批、 大量生產 |
| 鑄件尺寸公差(mm) | 100±1.0 | 100±0.3 | 100±0.4 | 100±0.3 | 100±0.4 | |
| 鑄件表面粗糙度 | 粗糙 | Ra25~Ra3.2 | Ra25~Ra12.5 | Ra6.3~Ra1.6 | Ra25~Ra6.3 | 內表面粗糙 |
| 鑄件鑄態晶粒組織 | 粗晶粒 | 粗晶粒 | 細晶粒 | 細晶粒,內部多有氣孔 | 細晶粒 | |
| 加工余量 | 大 | 小或不加工 | 小 | 小或不加工 | 較小 | 內表面加工余量大 |
| 生產率(一般機械化程度) | 低、中 | 低、中 | 中、高 | 最高 | 中 | 中、高 |
| 鑄件最小壁厚(mm) | 3.0 | 通常0.7 | 鋁合金2~3 | 0.5~1.0 | 一般2.0 |
FAQ常見問題
Q1:離心鑄造件最大可處理尺寸?
→ 直徑Φ2.5m×長度8m(單件重量20噸)
Q2:如何解決離心鑄造偏析問題?
→ 推薦方案:采用脈沖電磁場+梯度冷卻復合工藝
Q3:小批量試制是否經濟?
→ <50件建議采用砂型鑄造,模具成本占比過高






















