
鋁油底殼
發(fā)布時(shí)間:2024-08-05 分類:新聞 瀏覽量:8129
油底殼是什么?
油底殼位于發(fā)動機(jī)曲軸箱的下半部分,又被稱為下曲軸箱.用來封住曲軸箱,收集發(fā)動機(jī)摩擦產(chǎn)生的潤滑油回流,防止外面灰塵雜質(zhì)進(jìn)入潤滑油.
油底殼的分類:
常見的有這幾種油底殼
塑料油底殼
塑料油底殼指的是油底殼的材料為工程塑料,采用 注塑模具 加工工藝制造,這種材料制造的油底殼質(zhì)量更為輕薄,設(shè)計(jì)自由度比較高,價(jià)格相對低廉,安裝更加方便.具有一定的韌性.然而,塑料油底殼的耐高溫性和耐腐蝕性相對較差,壽命相對較短,適用于工作溫度低,使用頻率低,對重量有要求的環(huán)境下使用.

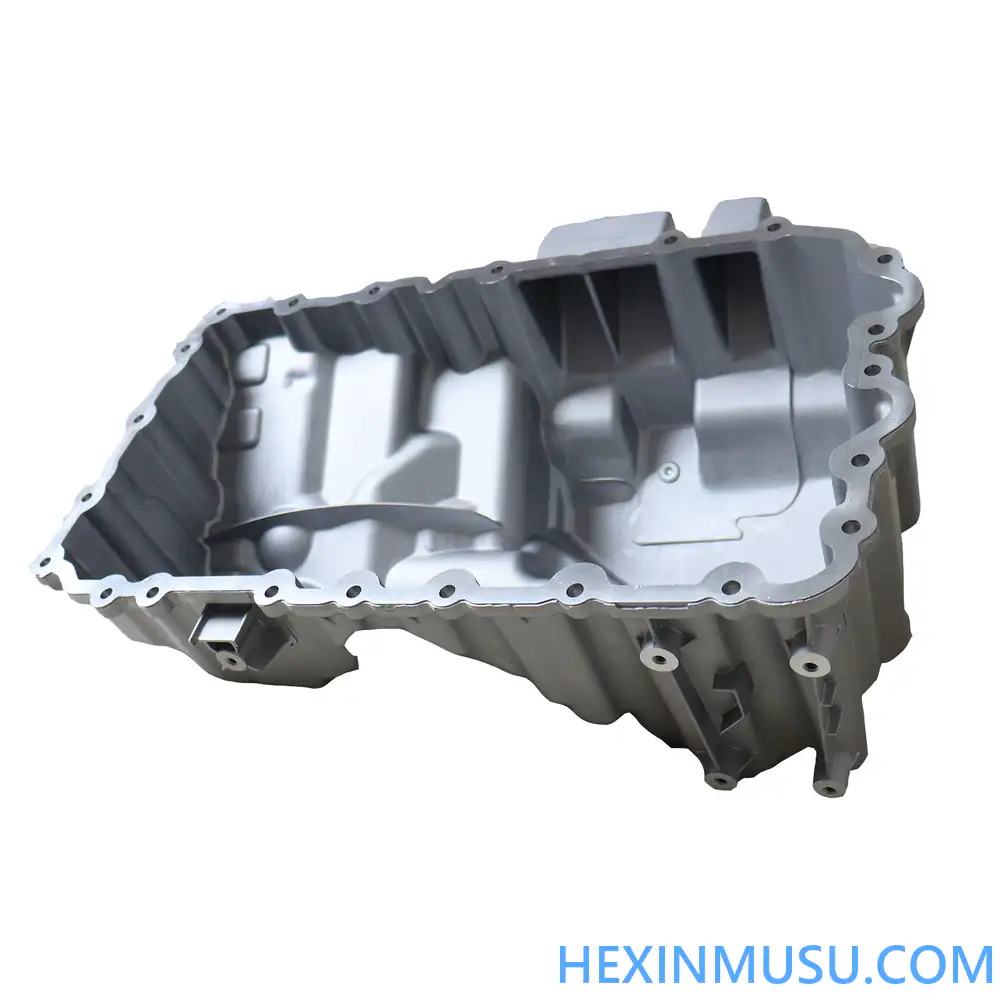
鋁合金油底殼
鋁合金 油底殼由于采用鋁合金制造,故而具有散熱性能好,重量輕,耐腐蝕性能強(qiáng),能承受較大額沖擊力,具有一定的強(qiáng)度。然而鋁合金油底殼通常采用 壓鑄 ,該工藝具有批量生產(chǎn)成本低廉,然而模具成本高昂,不適合定制化制造。通常用于大批量生產(chǎn)的汽車廠使用的多。為了進(jìn)一步滿足定制化需求,部分客戶采用 低壓鑄造 或者 重力鑄造, 該款工藝可以選用低強(qiáng)度模具剛(價(jià)格相對低廉)極大降低成本,產(chǎn)品相對較厚,熱處理后性能高于壓鑄,通常在改裝車,賽車,古董車等定制化行業(yè)用的比較多.
鐵油底殼
鐵油底殼按厚度不同工藝鑄造,有沖壓油底殼(2mm左右)和鑄鐵油底殼,沖壓油底殼通過 帶有機(jī)械臂的沖壓機(jī) 沖壓而成具有質(zhì)量輕,制造工藝,?成本較低,適合大規(guī)模生產(chǎn),然而由于沖壓油底殼比較薄且采用沖壓工藝,產(chǎn)品剛性差(沖壓相當(dāng)于產(chǎn)品收到一次沖擊),無法制造復(fù)雜結(jié)構(gòu),通常無法維修只能更換.鑄鐵油底由于比較厚經(jīng)過t6熱處理具有特別高的強(qiáng)度(遠(yuǎn)高于鋁合金)重量大,然而缺點(diǎn)也非常的明顯,重量較大,成本也比較高,缺少韌性,受到撞擊容易開裂.制造陳本比較昂貴。

鋁合金油底殼生產(chǎn)流程:
寧波賀鑫制造的鋁合金油底殼有壓鑄和低壓鑄造,重力鑄造這3種工藝生產(chǎn),低壓鑄造和重力鑄造除了生產(chǎn)機(jī)器不同流程相對類似.
壓鑄油底殼生產(chǎn)流程:
油底殼原材料熔煉(壓鑄鋁合金)→ 機(jī)加工 →去澆口/渣包→打磨→拋丸→產(chǎn)品機(jī)加工→包裝出貨→檢測
低壓鑄造/重力鑄造油底殼生產(chǎn)流程:
油底殼原材料熔煉(澆鑄鋁合金)→ 低壓/重力鑄造機(jī)加工 →去澆口→打磨→熱處理固溶→熱處理回火→拋丸→產(chǎn)品機(jī)加→檢測→包裝出貨
油底殼生產(chǎn)質(zhì)量控制

1.材料穩(wěn)定
寧波賀鑫精選云南鋁業(yè)上市大廠電解鋁錠(非再生鋁)好材料配好產(chǎn)品。從材料上保證了產(chǎn)品新能的優(yōu)良和穩(wěn)定.
2.合理的生產(chǎn)工藝
- A.合理的模具結(jié)構(gòu)設(shè)計(jì),幾十年的模具制造經(jīng)驗(yàn)讓模具結(jié)構(gòu)更合理.
- B.先進(jìn)的cae流體方正技術(shù),讓模具澆鑄系統(tǒng)更加完美
- C.完備的設(shè)備,自主化可控生產(chǎn)讓產(chǎn)品更加穩(wěn)定.
鋁合金油底殼生產(chǎn)常見的問題?
1.材料問題
鋁合金油底殼的質(zhì)量直接受到原材料的影響。如果原材料不符合標(biāo)準(zhǔn),如合金成分不均勻、雜質(zhì)含量高等,都可能導(dǎo)致油底殼在使用過程中出現(xiàn)拉伸、擠壓變形,進(jìn)而引發(fā)裂紋等問題。
2.鑄造缺陷
- 氣孔:氣孔是鋁合金油底殼常見的鑄造缺陷之一。氣孔的產(chǎn)生原因多樣,包括澆口位置選擇不當(dāng)、排氣不暢、模具型腔位置太深等。氣孔不僅影響油底殼的外觀質(zhì)量,還可能降低其強(qiáng)度和密封性能。
- 冷隔:冷隔是由于熔融合金在充型過程中溫度過低或流動不暢,導(dǎo)致兩股或多股金屬流在匯合處未完全熔合而形成的缺陷。冷隔同樣會降低油底殼的機(jī)械性能和密封性能。
- 縮孔與縮松:縮孔和縮松是由于金屬液在凝固過程中體積收縮,而未能得到足夠的金屬液補(bǔ)充而形成的缺陷。這些缺陷通常出現(xiàn)在鑄件的厚大部位或熱節(jié)處,對油底殼的強(qiáng)度和使用壽命造成不利影響。
3、加工問題
表面質(zhì)量差:表面質(zhì)量差主要表現(xiàn)為表面粗糙度大、劃痕多等。這些問題不僅影響油底殼的外觀美觀性,還可能影響其密封性能和耐磨性能。
尺寸精度不足:在加工過程中,如果切削參數(shù)設(shè)置不當(dāng)或刀具磨損嚴(yán)重,都可能導(dǎo)致油底殼的尺寸精度不足,無法滿足設(shè)計(jì)要求。























