
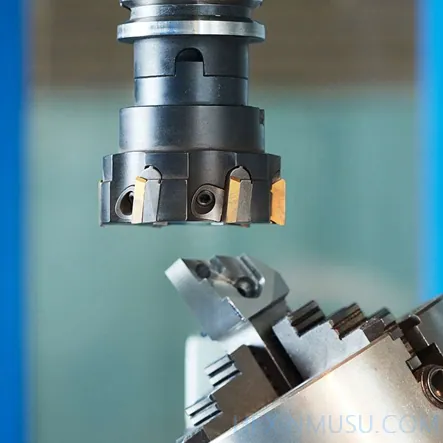
數控機床加工余量的確定
發布時間:2025-01-17 分類:新聞 瀏覽量:5957
CNC加工余量確認


什么是CNC加工余量?
1.指加工所需要產品預留的加工厚度,去除預留厚度后能夠得到符合要求的工件尺寸、形狀和位置精度。
2.加工余量的大小直接影響到加工效率和加工質量,因此合理確定加工余量是數控機床加工中的重要環節。
CNC加工余量的影響因素:

工件材料
工件材料的硬度、強度、韌性等物理性能對加工余量的大小有較大影響。

刀具性能
刀具的鋒利程度、耐磨性、剛性等性能會影響加工余量的確定。

機床精度
機床的定位精度、重復定位精度、傳動系統穩定性等都會影響加工余量的確定。

加工工藝
不同的加工工藝(如粗加工、半精加工、精加工)對加工余量的需求不同。
CNC加工余量的確定方法:
根據經驗確定
根據實際加工經驗,結合相似案例,確定加工余量的大小。
試驗法
通過試驗切削的方式,觀察切削力、切削溫度等參數變化,確定合理的加工余量。
分析法
通過建立數學模型或仿真模型,分析工件材料、刀具、機床等因素對加工余量的影響,從而確定合理的加工余量。
數控機床加工余量的計算

切削深度
根據工件材料和加工要求,確定切削深度,從而計算出加工余量。
切削速度
不同的切削速度會影響切削力的大小,進而影響加工余量的確定。
進給速度
進給速度的大小會影響切削面的粗糙度,從而影響加工余量的確定。
基于工件材料的加工余量計算
材料硬度
硬度較高的材料可能需要更大的加工余量。
材料韌性
韌性較大的材料在加工時容易產生熱量和切削力,因此需要較大的加工余量。
材料熱處理狀態
熱處理狀態不同的材料,其硬度和韌性會有所不同,從而影響加工余量的確定。

基于刀具磨損的加工余量計算
刀具磨損程度
磨損程度較大的刀具會影響切削面的粗糙度,從而影響加工余量的確定。
刀具壽命
刀具壽命較短時,需要較大的加工余量以避免刀具破損。
刀具類型
不同類型的刀具具有不同的切削性能,因此需要根據刀具類型確定合適的加工余量。
優化目標與約束條件
優化目標
在滿足加工精度和表面質量的前提下,最小化加工余量,提高加工效率。
約束條件
加工過程中的切削力、切削熱、刀具磨損等因素需在可承受范圍內,同時確保加工過程的穩定性和可靠性。
優化算法的選擇與應用
遺傳算法
通過模擬生物進化過程中的遺傳機制,實現全局搜索最優解。適用于多變量、非線性、離散型優化問題。
粒子群算法
模擬鳥群、魚群等生物群體的覓食行為,通過個體間的信息共享和協作,尋找全局最優解。適用于連續型優化問題。
模擬退火算法
借鑒固體退火原理,通過隨機搜索和概率接受劣解,避免陷入局部最優解。適用于多約束、非線性優化問題。
加工余量優化實例分析
實例一
針對某復雜曲面零件的加工余量優化,采用遺傳算法對加工參數進行優化,實現了加工余量的顯著降低,提高了加工效率。
實例二
針對某航空發動機葉片的加工余量優化,采用粒子群算法對切削路徑進行規劃,在保證加工精度的前提下,有效減少了加工余量,降低了刀具磨損。
實例三
針對某模具型腔的加工余量優化,采用模擬退火算法對切削參數進行優化,實現了加工余量的最小化,提高了加工質量和效率。
數控機床加工余量的控制
實時采集數據
通過傳感器和監測設備,實時采集數控機床的加工數據,如切削力、切削溫度、刀具磨損等.
數據分析與處理
對采集到的實時數據進行處理和分析,以評估加工過程的穩定性和預測余量變化。
異常檢測與報警
通過實時監控系統,及時發現加工過程中的異常情況,如刀具磨損過度、切削力異常等,并發出報警提示。
CNC加工余量不足時的預警系統
- 余量閾值設定 :根據加工要求和工藝參數,設定合理的余量閾值,當余量低于該閾值時觸發預警。
- 預警方式 :通過聲光電等多種方式,及時向操作人員發出預警信號,提醒操作人員關注并采取相應措施。
- 預警記錄與處理 :對預警信息進行記錄和整理,以便后續分析和處理,同時采取相應措施調整加工參數或更換刀具。
余量控制系統的設計與實現
系統架構設計
根據數控機床加工余量的控制需求,設計合理的系統架構,包括硬件和軟件部分。
數據處理算法
研究和開發適用于實時監控和預警系統的數據處理算法,以提高數據處理速度和準確性。
系統集成與調試
將各個模塊集成到系統中,并進行調試和優化,以確保系統的穩定性和可靠性。
余量確定技術的發展趨勢
智能化
利用人工智能和機器學習技術,實現加工余量的自動識別和預測提高加工精度和效率。
精細化
實現加工余量的精確控制,滿足通過高精度測量和數據處理技術,:高精度加工需求。
集成化
將余量確定技術與工藝規劃、加工仿真等集成,實現加工過程的全面優化。
余量優化技術的創新方向
工藝創新
研究新的加工工藝和方法,降低加工余量,提高加工效率。
材料創新
開發新型材料,降低材料對加工余量的影響,提高加工質量。
算法創新
研究新的算法和技術,優化加工余量的計算和控制,提高加工精度。
CNC余量控制技術的未來展望

實時監測
實現加工過程的實時監測,及時調整加工余量,保證加工質量。
自動化控制
實現加工余量的自動化控制,提高加工效率。
智能化決策
利用人工智能技術,實現加工余量的智能化決策和控制。






















