
Aluminium gietfouten en hun oorzaken
發布時間:2024-12-10 分類:nieuws 瀏覽量:6707
Drie elementen van spuitgieten
De machine van het matrijzenafgietsel, de legering van het matrijzenafgietsel en de vormen van het matrijzenafgietsel zijn de drie belangrijkste elementen van de productie van het matrijzenafgietsel.
Het zogenaamde spuitgietproces is de drie elementen organisch en volledig, zodat het stabiel ritmisch en effici?nt het uiterlijk, goede interne kwaliteit, afmetingen in overeenstemming met de tekeningen of de overeenkomstvereisten van de gietstukken kan produceren.

Criteria voor bedrijfsinspecties
1. Gecontroleerde informatie: tekeningen, kwaliteitscontrolebladen;
2, nationale standaard, lijnstandaard (JIS spuitgietstandaard);
3. Steekproeflimieten voor klanten
Delen van het spuitgietwerk die gevoelig zijn voor variaties in afmetingen:
1, schuifregelaar
2, Kern
3, De grootte van het verdelende oppervlak
4. Bovenste balk (de meest economische richtlijn binnen het bedrijf, behalve voor speciale vereisten)
Het binnenoppervlak van de bovenbalk kan 0,30 mm hoger of lager liggen dan het gietstuk zelf.
Het buitenoppervlak van de bovenstaaf (polijstbaar deel) kan 0,30 mm hoger zijn dan het lichaam van het gietstuk (niet-polijstbaar deel is 0,30 mm verzonken).
De rand van de afdichtingsgroef en de bovenbalk van de deelrand kunnen binnen 0,30 mm worden verhoogd ten opzichte van het gietlichaam.
Belangrijkste defecten bij spuitgieten
1, oppervlaktedefecten: gietsysteem bij de luchtgaten, slakgaten, scheuren, loszitten, koude ontmenging, verkeerd type, tussenlaag, voorkant van de staaf is te groot (omhoog), bellen, krimp, ondergieten, koolstof, kleven aan de mal, spanningen, instorten, vloeimerken, putten, schuren, scheuren
2, Inwendige gebreken: lucht gaten, krimp gaten, zand gaten, onvoldoende vulling, lekkage, mechanische eigenschappen niet voldoen aan de norm
3. Dimensionale defecten: vervorming, overmatige krimp
4, Materiaal gebreken: harde punten, milieu-eisen, chemische samenstelling is niet gekwalificeerd
Classificatie van oppervlaktegebreken bij spuitgieten
1, Inwendige gebreken: met inbegrip van lucht gaten, krimp gaten, zand gaten, losse
2, uitwendige gebreken: scheuren, koude ontmenging, verkeerd type, tussenlaag, voorkant van de staaf is te groot (omhoog type), bellen, krimp, ondergieten, koolstof, kleven aan de mal, rek, instortrand, vloeisporen, putjes, schuren, scheuren, toptrommel, kloppende wond
Stomata:
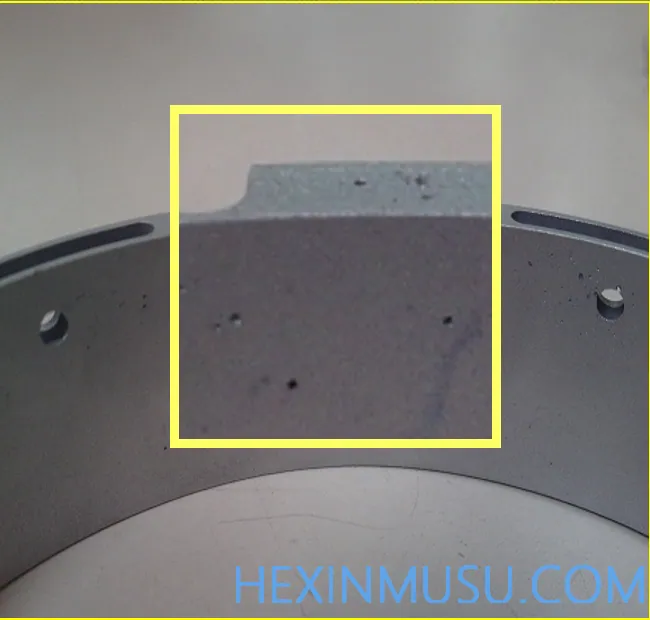
Kenmerken: gaten met een regelmatiger vorm en een gladder oppervlak
Classificatie: speldenprikken, onderhuidse luchtgaten, geconcentreerde grote luchtgaten
Reden:
1. Slechte raffinage, slechte ontgassing
2. Slechte uitlaat, onredelijk matrijsontwerp
3. De injectiesnelheid van de binnenste sprue is te hoog, de secundaire injectiesnelheid is niet in de juiste positie en het gas in de matrijs kan niet op tijd worden afgevoerd.
4. Matrijsholte is te diep
5. Overmatige bewerkingstoeslag
Inspectiemiddelen: machinale verwerking, polijsten
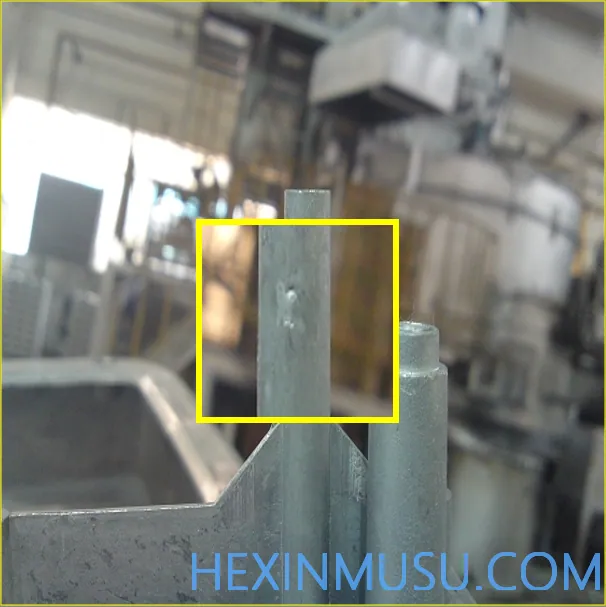
Krimp:
Kenmerken: Onregelmatig gevormde gaten met ruwere oppervlakken veroorzaakt door onvoldoende compensatie tijdens het uithardingsproces van gietstukken.
Reden:
1. De materiaaltemperatuur is te hoog
2. Specifieke druk te laag
3. Ongelijke wanddikte produceert hete verbindingen
4. Overloopgoot te dun
5. De drukkamer is niet vol genoeg, de cake is te dun, de compensatie is beperkt.
6. Kleinere binnenpoort
7. Hoge lokale temperatuur van de mal
Wijze van keuren: machinale verwerking

Trachoom:

Kenmerken: ruwe, onregelmatige, relatief dichte slakgaten
Reden:
Zandafgietsel veel voorkomende gebreken, matrijzenafgietsel is relatief zeldzaam. Over het algemeen verschijnen in kleine en middelgrote aluminium spuitgieten delen van de risers wortel en verwerking eindgezicht. Het gebruik van verontreinigde gietende aluminiumlegering materiaal, bevlekt met organische verbindingen en ernstige oxidatie corrosie van het materiaal zal sterven gieten produceren op het uiterlijk van zand ogen.
Inspectiemiddelen: machinaal bewerken, polijsten, schuren
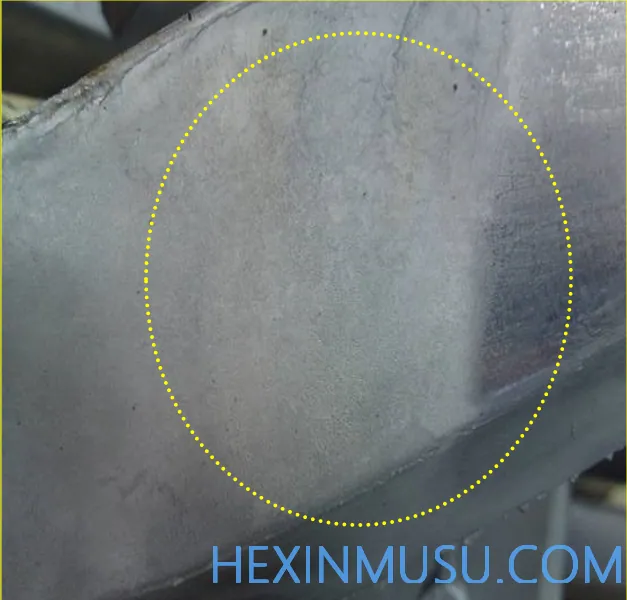
Los:
Kenmerken: macroscopische organisatie van de oppervlaktelaag zonder stevigheid
Reden:
1. Lage matrijstemperatuur
2. De materiaaltemperatuur is te laag
3. Kleine specifieke druk
4. Te veel verf
Inspectiemiddelen: schuren, zandblazen

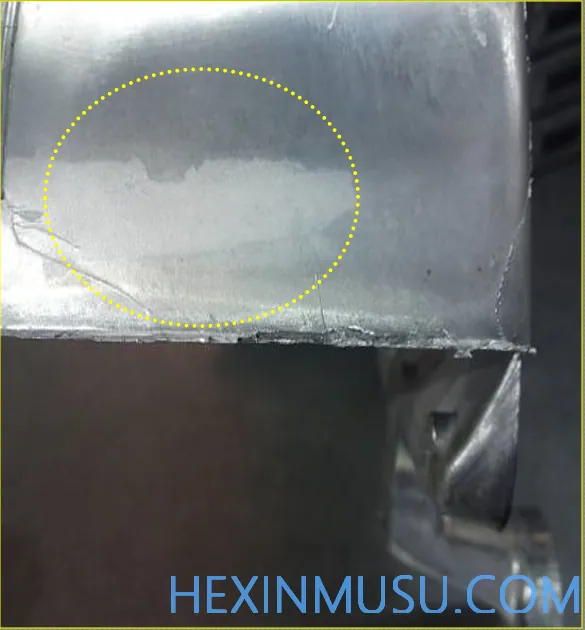
Scheuren:

Kenmerken: De matrix van de legering is beschadigd of losgekoppeld om een dunne filamentaire spleet te vormen, onderverdeeld in penetrerend en niet-penetrerend. Kan zich later ontwikkelen.
Reden:
1. Onredelijke gietstructuur, krimpspanning, afgeronde hoeken zijn te klein.
2. De matrijstemperatuur is te laag
3. Open de mal te laat of te vroeg
4. Te veel onzuiverheden in de legering: aluminiumlegering met veel zink, koper, silicium.
5. Afbuiging uitwerper
Wijze van inspectie: Visuele inspectie
Koude scheiding:
Kenmerken: Een spleet waar metalen bij lagere temperaturen tegen elkaar botsen maar niet volledig versmelten, met een onregelmatige lineaire vorm. Er zijn twee soorten: penetrerende en niet-penetrerende, die kunnen ontstaan onder externe kracht.
Reden:
1. De materiaaltemperatuur is te laag, de matrijstemperatuur is te laag
2. Slechte vloeibaarheid van de legering
3. De poort is niet redelijk, het proces duurt te lang
4. De drukinjectiesnelheid is te laag
5. Lage specifieke druk
6. Vulling van vloeibaar metaal in afzonderlijke strengen
Wijze van inspectie: Visuele inspectie

Verkeerde type:

Kenmerken: Een deel van het gietstuk is verkeerd uitgelijnd en verschoven ten opzichte van een ander deel. Hier breid ik uit naar het fenomeen dat een deel van de schuif niet op zijn plaats zit.
Reden:
1. Fabricagefouten in de inzetstukken van beide helften
2. Verplaatsing vorminzet
3. Slijtage van matrijsgeleidingsonderdelen
Inspectiemiddelen: visuele inspectie na ontbramen, schuifmaatmeting
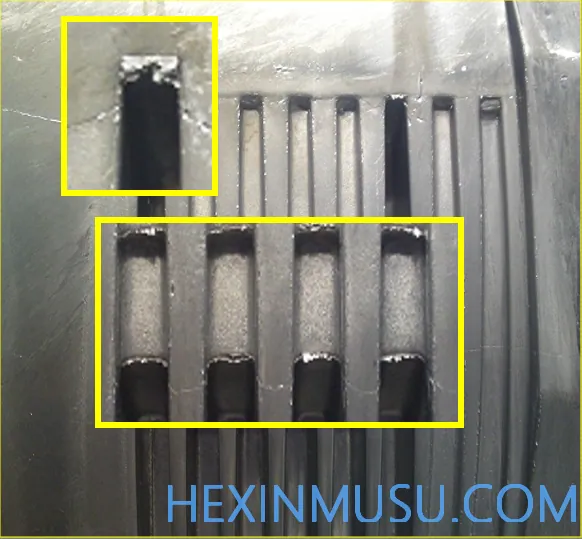
dissectie::
Kenmerken: dubbele ooglidvorm, gedeeltelijke onvolledigheid van het deel, verschijnend aan de randen van de schuif en het scheidingsoppervlak.
Reden.
Schuiven, inzetstukken of de randen van het glijvlak blijven steken en lossen niet op. Een spleet tussen de geleider en het glijgedeelte van de geleider, de legering komt in de stolling, of zelfs de geleider zit niet op zijn plaats of is vastgelopen.
Wijze van inspectie: Visuele inspectie na ontbramen

Overmatige billet fronten (stijgend type)
Kenmerken: Overmatige fretting op gietranden
Reden:
1. De klemkracht van de spuitgietmachine is niet genoeg
2. Matrijzen zijn niet goed gesloten en matrijzen zijn beschadigd.
3. Resten van het scheidingsoppervlak worden niet opgeruimd
4. Te hoge drukinjectiesnelheid
5. Onjuiste tonnage van matrijsontwerp
Inspectiemiddelen: schuifmaattest
Bubbels:
Kenmerken: Depressie op het gladde oppervlak van het gietstuk
Reden:
1. De dikteafwijking van gietstukken is groot
2. De materiaaltemperatuur is te hoog, de krimp van de legering is groot
3. Lagere boost
4. Kleinere doorsnede van de binnenpoort, minder compensatie
5. Hogere matrijstemperatuur
Inspectiemiddel: Spuitverf

Krimp:

Kenmerken: Depressie op het gladde oppervlak van het gietstuk
Reden:
1. De dikteafwijking van gietstukken is groot
2. De materiaaltemperatuur is te hoog, de krimp van de legering is groot
3. Lagere boost
4. Kleinere doorsnede van de binnenpoort, minder compensatie
5. Hogere matrijstemperatuur
Inspectiemiddel: Spuitverf
Ondercast:
Kenmerken: De gietstukken lijken onvolledig gevuld.
Reden:
1. Lage materiaal- en matrijstemperatuur
2. Lage injectiesnelheid
3. Slechte vloeibaarheid van de legering
4. Irrationeel gietsysteem
5. Overspray van verf
6. De malholtes zijn te diep en de mal is te complex.
Wijze van inspectie: Visuele inspectie
Koolstofophoping:
Kenmerken: Oxide gevormd door de verf na hoge temperatuur hecht zich aan de mal en het gietoppervlak is witachtig en ruw.
Reden:
1. Te veel verf spuiten
2. De verf is te dik
3. Lage matrijstemperatuur
4. Niet op tijd gepolijst om te verwijderen
Inspectiemiddelen: spuitverf, visuele inspectie
Kleverige schimmel:
Kenmerken: gietstukken zien er ongevuld uit doordat er overtollig materiaal aan de mal kleeft.
Reden:
1. Overtollig materiaal hecht zich aan de mal
2. Ruw oppervlak van de mal
3. De matrijstemperatuur is te hoog
4. Kleine conus van mal trekken
5. Snelle gietsnelheid en onjuist vulpatroon
Inspectiemiddelen: visuele inspectie, ontbraamobservatie
Stammen:

Kenmerken: gietstukken zien er ongevuld uit doordat er overtollig materiaal aan de mal kleeft.
Reden:
1. Overtollig materiaal hecht zich aan de mal
2. Ruw oppervlak van de mal
3. De matrijstemperatuur is te hoog
4. Kleine conus van mal trekken
5. Snelle gietsnelheid en onjuist vulpatroon
Inspectiemiddelen: visuele inspectie, ontbraamobservatie
Ingeklapte randen:
Kenmerken: het gietoppervlak lijkt concaaf helder oppervlak
Reden.
1. Onvoldoende matrijsstijfheid
2. De rand van de mal wordt langdurig ge?xtrudeerd bij hoge temperatuur.
3. Het niet tijdig verwijderen van het uitstekende deel van de matrijsrand
Wijze van inspectie: observatie en visuele inspectie na schuren

Stromingsmerken:

Kenmerken: gladde textuur in dezelfde richting als de metaalstroom, plaatselijke verzakking
Reden:
1. Te veel verf
2. Te snel vullen
3. Het product dat achterblijft bij de twee metaalstromen die de holte asynchroon vullen.
4. Lage matrijstemperatuur
Wijze van inspectie: polijsten
Hennepoppervlak:
Kenmerken: Oppervlakte kleine pockmarks verspreidingsgebied
Reden:
1. Te lage matrijstemperatuur, te lage materiaaltemperatuur
2. Het toevoegmetaal wordt gedispergeerd in dichte druppels die met hoge snelheid tegen de wand botsen.
3. De dikte van de binnenpoort is klein
Wijze van inspectie: visuele inspectie, spuiten

Spoelen:

Kenmerken: Groot gebied met uitsteeksels bij de poort
Reden:
1. Onvoldoende matrijsstijfheid
2. Vormveroudering
3. Gietsnelheid is te hoog
4. Te hoge materiaaltemperatuur, onvoldoende voorverwarming
5. Geen regelmatige warmtebehandeling
Wijze van inspectie: visuele inspectie, observatie na schuren
Gekraakt:
Kenmerken: verhoogde vlekken en metalen uitlopers op het oppervlak van het gietstuk
Reden:
1. Warme en koude veranderingen zijn intens
2. Ongeschikte matrijsmaterialen
3. Te hoge materiaaltemperatuur, onvoldoende voorverwarming
4. Gebrek aan regelmatige warmtebehandeling
5. Ruw oppervlak van de mal
6. Drukinjectiesnelheid is te hoog, positieve invloed op de holte
Wijze van inspectie: visuele inspectie, observatie na schuren
Toptrommel:

Kenmerken: Uitstulping aan de achterkant van de bovenste balk
Reden:
1. Onvoldoende openingstijd van de matrijs
2. Hogere specifieke druk
3. Onvoldoende verf spuiten
4. Dunne wanddikte
5. Ongelijke kracht op bovenste balk
Inspectiemiddelen: spuitverf, visuele inspectie
Schimmelklop:
Kenmerken: Klopsporen die achterblijven wanneer het kleefmateriaal van de gietvorm wordt verwijderd
Reden:
1. Slechte stijfheid van de matrijs
2. Onjuiste behandeling bij het opruimen van overtollig materiaal
3. Het niet tijdig repareren van klopplekken
Wijze van inspectie: visuele inspectie, spuiten

Schimmelcorrosie:

Kenmerken: Verhoogde putjes op het oppervlak van het onderdeel in gebieden die kenmerkend zijn voor schimmelcorrosie.
Reden:
1. Het niet tijdig reinigen van de matrijs na de productie
2. Het niet tijdig onderhouden van het matrijsoppervlak
Wijze van inspectie: visuele inspectie, spuiten
interne fout
Onvoldoende vulling, lekkage, ondermaatse mechanische eigenschappen
Manifestaties: poreusheid, krimp, zandgaten, losheid, mechanische testuitval, onvoldoende treksterkte, enz.
Wijze van testen:
Proefbewerkingen (draaien, frezen, boren, schuren, blazen, polijsten, schuren, enz.)
Lekkagetest
Trekproeven
dimensionaal defect
Vervorming, overmatige krimp
De JIS-norm is van toepassing als vlakheid niet op de tekeningen is aangegeven:
Maximale gietgrootte Tolerantie in (mm)
2. Normale krimp van het de matrijzenafgietsel van de aluminiumlegering: 0.3%-0.5%
materiaalfout
1. Hard punt: mesbreuk tijdens machinale verwerking
2. Milieu-eisen: zoals ROHS
3. Ongekwalificeerde chemische samenstelling: mechanische eigenschappen
4. Corrosiebestendigheid, enz.






















