
鋁壓鑄件缺陷及其原因
發布時間:2024-12-10 分類:新聞 瀏覽量:6819
壓鑄的三個要素
壓鑄機、壓鑄合金與壓鑄模具是壓鑄生產的三大要素,缺一不可。
所謂壓鑄工藝就是將這三大要素有機地加以綜合運用,使其能穩定地有節奏地和高效地生產出外觀、內在質量好的、尺寸符合圖樣或協議規定要求的鑄件 。

公司檢驗的標準
1、受控資料:圖紙、質量控制表;
2、國標、行標(JIS壓鑄標準);
3、客戶限度樣本
壓鑄件尺寸容易出現變化的部位:
1、滑塊
2、型芯
3、分型面尺寸
4、頂桿 (公司內部最經濟的準則,特殊要求例外)
內表面頂桿相對于鑄件本體可凸起或凹進0.30MM內
外表面頂桿(可打磨部位)相對于鑄件本體可凸起0.30MM內(不可打磨處則凹陷0.30MM內)
密封槽邊及零件邊緣頂桿相對于鑄件本體可凸起0.30MM內
壓鑄主要缺陷
1、表面缺陷:澆注系統處氣孔、渣孔,裂痕、疏松、冷隔、錯型、夾層、坯鋒過大(漲型)、氣泡、縮水、欠鑄、積炭、粘模、拉傷、塌邊、流痕、麻面、沖刷、龜裂
2、內部缺陷 :氣孔、縮孔、砂眼,充填不足、滲漏、機械性能不達標
3、尺寸缺陷: 變形、收縮量過大
4、材質缺陷: 硬質點、環保要求、化學成分不合格
壓鑄表面缺陷的分類
1、內部缺陷:包括氣孔、縮孔、砂眼、疏松
2、外部缺陷:裂痕、冷隔、錯型、夾層、坯鋒過大(漲型)、氣泡、縮水、欠鑄、積碳、粘模、拉傷、塌邊、流痕、麻面、沖刷、龜裂、頂鼓、敲傷
氣孔:
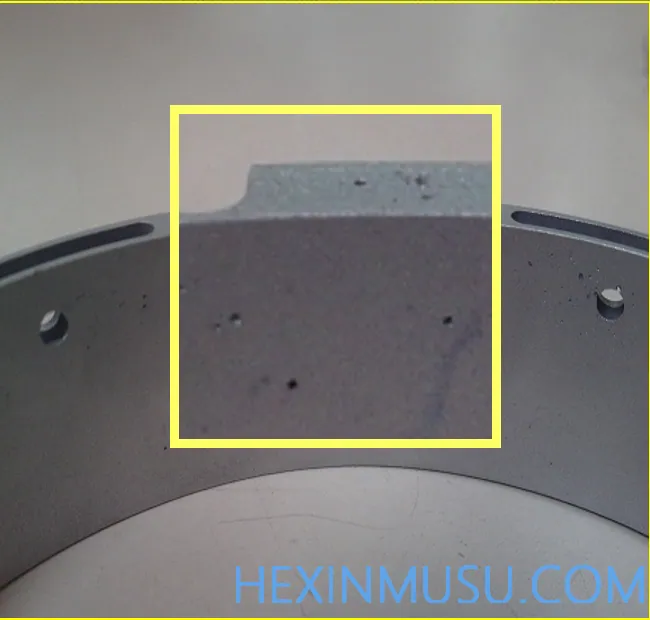
特征:所成形狀較為規則,表面較為光滑的孔洞
分類:針孔、皮下氣孔、集中大氣孔
原因:
1.精煉不良、除氣不佳
2.排氣不暢、模具設計不合理
3.內澆道射速太高,二次射速位置不正確,模具內氣體不能及時排出
4.模具型腔過深
5.加工余量過大
檢驗手段:機加、拋光
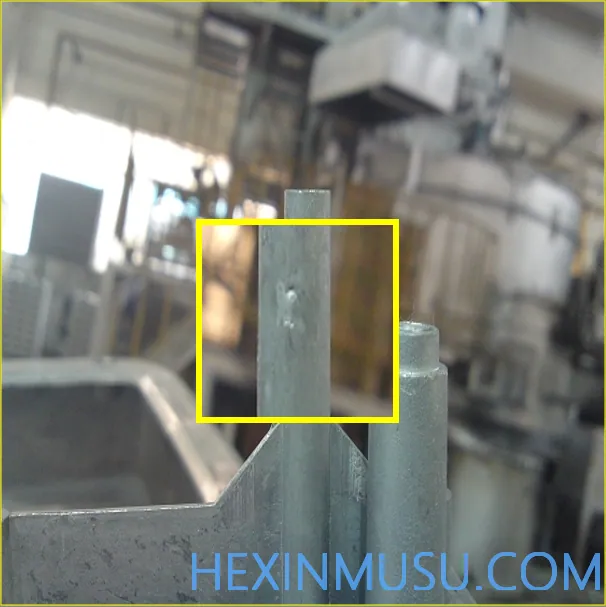
縮孔:
特征:鑄件在固化過程中由于補償不足所造成的形狀不規則、表面較粗糙的孔洞。
原因:
1.料溫過高
2.比壓太低
3.壁厚不均產生熱節
4.溢流槽太薄
5.壓室充滿度不夠、料餅太薄,補償受限。
6.內澆口較小
7.模具局部溫度偏高
檢驗手段:機加

砂眼:

特征:粗糙、無規則、比較密集的渣孔
原因:
砂型鑄造的常見缺陷、壓鑄比較罕見。一般出現在中小型鋁壓鑄件的冒口根部和加工端面。使用被污染的鑄造鋁合金材料、沾有有機化合物及被嚴重氧化腐蝕的材料會產生壓鑄件上出現砂眼。
檢驗手段:機加、拋光、擦砂
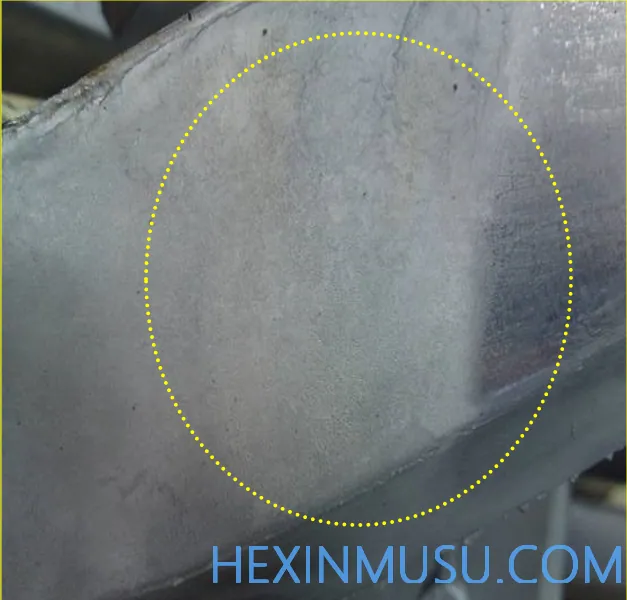
疏松:
特征:表層不緊實的宏觀組織
原因:
1.模具溫度較低
2.料溫過低
3.比壓小
4.涂料過多
檢驗手段:打砂、吹砂

裂紋:

特征:合金基體被破壞或斷開形成細絲狀的縫隙,分穿透、不穿透兩種。可后期發展。
原因:
1.鑄件結構不合理,收縮應力,圓角太小。
2.模溫過低
3.開模太遲或太早
4.合金里面雜質過多:鋁合金含鋅、銅、硅偏高
5.頂出裝置發生偏斜
檢驗手段:目測
冷隔:
特征:溫度較低的金屬相互對接但未完全融合的縫隙,呈不規則線形。分穿透、不穿透兩種,外力作用下可能發展。
原因:
1.料溫過低、模溫過低
2.合金流動性差
3.澆口不合理,流程太長
4.壓射速度過低
5.比壓偏低
6.金屬液分股填充
檢驗手段:目測

錯型:

特征:鑄件的一部分與另一部分發生錯開,發生位移。這里我擴展至部分滑塊不到位現象。
原因:
1.兩半邊的鑲塊制造誤差
2.模具鑲件位移
3.模具導向件磨損
檢驗手段:去毛刺后目測、卡尺測量
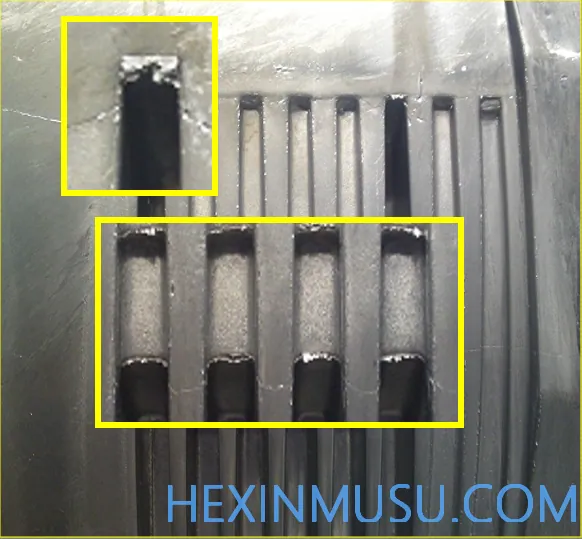
夾層:
特征:有著雙眼皮狀、零件局部不完整,出現于滑塊和分型面邊緣部位。
原因:
滑塊、鑲件或者分型面邊緣粘料,未能被溶解。滑道與滑塊部分出現間隙,合金進入凝固,甚至出現滑塊不到位或者卡死現象。
檢驗手段:去毛刺后目測

坯鋒過大(漲型)
特征:鑄件邊緣出現多余的飛邊
原因:
1.壓鑄機鎖模力不夠
2.模具合模不嚴,模具受損
3.分型面殘渣未清理干凈
4.壓射速度過高
5.模具設計噸位不正確
檢驗手段:卡尺檢測
氣泡:
特征:鑄件平滑的表面出現凹陷
原因:
1.鑄件厚薄偏差較大
2.料溫過高,合金收縮率大
3.增壓較低
4.內澆口截面較小,補償少
5.模溫較高
檢驗手段:噴漆

縮水:

特征:鑄件平滑的表面出現凹陷
原因:
1.鑄件厚薄偏差較大
2.料溫過高,合金收縮率大
3.增壓較低
4.內澆口截面較小,補償少
5.模溫較高
檢驗手段:噴漆
欠鑄:
特征:鑄件出現填充不完整
原因:
1.料溫、模溫偏低
2.壓射速度偏低
3.合金流動性差
4.澆注系統不合理
5.涂料噴涂過多
6.模具型腔過深、模具過于復雜
檢驗手段:目測
積碳:
特征:涂料經過高溫形成的氧化物粘附在模具上,鑄件表面發白且粗糙的表面。
原因:
1.涂料噴涂過多
2.涂料過濃
3.模溫偏低
4.未及時拋光去除
檢驗手段:噴漆、目測
粘模:
特征:鑄件出現因模具上粘附多余材料而形成的合金未能填充現象
原因:
1.多余材料粘附在模具上
2.模具表面粗糙
3.模溫太高
4.拔模斜度小
5.澆注速度快、填充模式不正確
檢驗手段:目測、去毛刺觀察
拉傷:

特征:鑄件出現因模具上粘附多余材料而形成的合金未能填充現象
原因:
1.多余材料粘附在模具上
2.模具表面粗糙
3.模溫太高
4.拔模斜度小
5.澆注速度快、填充模式不正確
檢驗手段:目測、去毛刺觀察
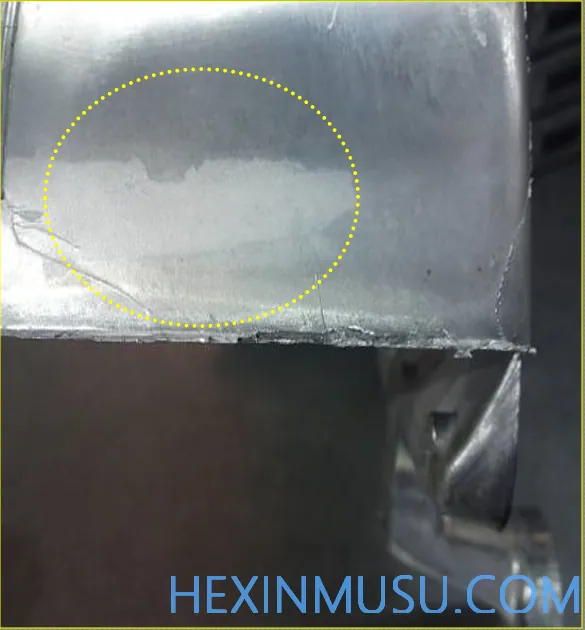
塌邊:
特征:鑄件表面出現凹陷的光亮面
原因:
1.模具剛性不夠
2.模具邊緣受長時間高溫擠壓
3.未能及時去除模具邊緣突出部分
檢驗手段:打磨后觀察、目測

流痕:

特征:與金屬流動方向一致、局部下陷光滑紋路
原因:
1.涂料過多
2.填充速度過快
3.兩股金屬流不同步填充型腔留下的產物
4.模具溫度較低
檢驗手段:拋光
麻面:
特征:表面細小麻點分布區域
原因:
1.模溫太低、料溫太低
2.填充金屬分散成密集滴液,高速撞擊型壁
3.內澆口厚度偏小
檢驗手段:目測、噴漆

沖刷:

特征:澆口附近出現的較大面積凸起物
原因:
1.模具剛性不夠
2.模具老化
3.澆注速度過高
4.料溫過高、預熱不夠
5.未定期熱處理
檢驗手段:目測、打磨后觀察
龜裂:
特征:鑄件表面的網狀凸起痕跡和金屬刺
原因:
1.冷熱交變劇烈
2.模具材料不當
3.料溫過高、預熱不夠
4.未定期熱處理
5.模具表面粗糙
6.壓射速度過快,正面沖擊型腔
檢驗手段:目測、打磨后觀察
頂鼓:

特征:頂桿背面出現表面鼓包
原因:
1.開模時間不夠
2.比壓較大
3.涂料噴涂不到位
4.壁厚較薄
5.頂桿受力不均
檢驗手段:噴漆、目測
模具敲傷:
特征:模具粘附材料去除時留下的敲打痕跡
原因:
1.模具剛性較差
2.清理多余材料時操作不當
3.未能及時修復敲打痕跡
檢驗手段:目測、噴漆

模具腐蝕:

特征:零件表面出現因模具腐蝕而特有的區域內凸起點狀物
原因:
1.生產后未及時清理模具
2.未給模具表面及時保養
檢驗手段:目測、噴漆
內部缺陷
充填不足、滲漏、機械性能不達標
表現為:氣孔、縮孔、砂眼、疏松、機械測試不合格、抗拉強度不夠等等
檢驗手段:
試加工(車、銑、鉆、打砂、吹砂、拋光、擦砂等)
滲漏測試
拉力測試
尺寸缺陷
變形、收縮量過大
圖紙未標注平面度的適用JIS標準:
鑄件最大尺寸 公差in(mm)
2.鋁合金壓鑄件正常收縮量:0.3%-0.5%
材質缺陷
1.硬質點:機加時斷刀
2.環保要求:譬如ROHS
3.化學成分不合格:機械性能
4.耐蝕性能等






















